A new whisky distillery has opened near to me, so I got in touch to see if they wanted anyone to help making their wash. The owner got back to me the next day to ask if I could help with issues with stuck mashes and slow fermentations.
What might not be obvious to anyone new to the field is that the precursor to whisky spirit is something very akin to beer, but without any hops. I always offer the first hour of consulting time free so I can decide if I can add value for the customer and they can get confidence in the knowledge which I offer. We were soon having a fruitful conversation and the reason for their slow / stuck fermentations became obvious after running a forced fermentation test – they had the wrong mix of sugars in their wort (or wash as it’s called in this industry). Could I help to resolve this? Could I optimise their yield to sugar in the wash and could I advise on best practice CIP methods? Yes, yes, yes!
The benefit of employing someone like me is that my Ph.D background allows me to get up to speed in a new topic in hours, not weeks. Understanding the subtle but important differences between wort and wash production made for fascinating reading. In beer production we choose the mash temperature to control the sweetness and body of the final beer, with whisky one is looking to maximise fermentable sugar extraction. To achieve this the grist is mashed at low temperature, almost all the strong worts are run off and then it is subject to a kind of pseudo step mash by sparging at 75 C to activate the α-amylase to convert areas of the starch which are sterically inaccessible to the β-amylase. But since non-fermentable sugars are of little value to the whisky maker, the wort is not boiled but (cooled and) transferred directly from the mash tun to the FV. Here speed of operation is key because the aim is to transfer active enzymes, including limit-dextrinase, into the FV. As the fermentation progresses these enzymes work on the complex sugars to form maltose which can then be converted to alcohol. Thus efficient operating practices will boost the yield to alcohol.
By observation it was clear that the HX (heat exchanger) which had been installed was far too small which was increasing processing times.
A new HX is now on order, but in the mean time it was important to get production running. Employing a trick to make Brut IPA I advised on an exogenous enzyme we could add to the FV to allow the fermentations to run to completion whilst the new HX is awaited. Roll on two weeks and all fermentations are now reaching their desired terminal gravity and I have given hands on help and coaching which has boosted the sugar extraction yield from 67 to 93% and I aim to increase this still further.
Now my role has moved on to training the guys who are going to be running the brewing side of the process, write some SOP’s (best practice training is always based on an SOP) and help embed consistency of operation and thus yield and flavour profile. It is really satisfying to use my process support skills from my time in the chemical industry in parallel with my technical understanding of the biochemistry of brewing to help yield good consistent spirit in good yield. I must confess to be rather enjoying myself.
In November my five months locum / consulting brewing contract with buxtonbrewery will come to a close. What a great group of people. If you are looking for a brewer to help with the demand running up to Christmas or you need someone to cover whilst you recruit and you brew in the NW then drop me a line. If you want to know what you’ll be getting, read the testimonial that Geoff the MD from Buxton presented me this week to aid my transition into future roles
I still remember the advice given to me by my first head brewer. “The two most important aspects of brewing” he said, “are cleanliness and temperature control.”
There are three classes of soiling you need to deal with in a brewery:
Organic soiling– that could be burnt on carbohydrates / proteins on the hot side and yeast residues in your fermenter
Inorganic soiling – this would be mostly scale (calcium / magnesium oxide) or calcium oxalate.
Biofilms – these tend to form in places where liquor can lie and which don’t see turbulent flow. Under the plates in the mash tun and in wort transfer lines for example.
Organic soiling
The most frequent / routine soiling you’ll be dealing with is organic soiling in the copper and your fermenters. You want to free this off of the vessel walls and then ensure it remains suspended until you can flush it out. The best cleaning agent for organic soils is specially formulated caustic (NaOH) solution. Brewery caustic formulations come with surface active agents in them to improve wetting, sequest metal ions and keen non water soluble soils suspended.
Your CIP caustic solution should be 1-3% NaOH (normally the concentrate is 30% NaOH). Take care with the concentrate and follow your local risk assessment. Googles and gloves are required and always add caustic to water, not water to caustic to avoid it overheating and spitting.
If you are a micro brewery you will not use huge volumes of caustic and it’s worth being aware that you can usually buy something suitable from your local agricultural merchants as it is also used to clean dairy milk tanks. Take care though as dairies tend to prefer formulations that also contain hypochlorite. Evans Vanodine CIP liquid would be a good choice because it contains no chlorine based chemicals.
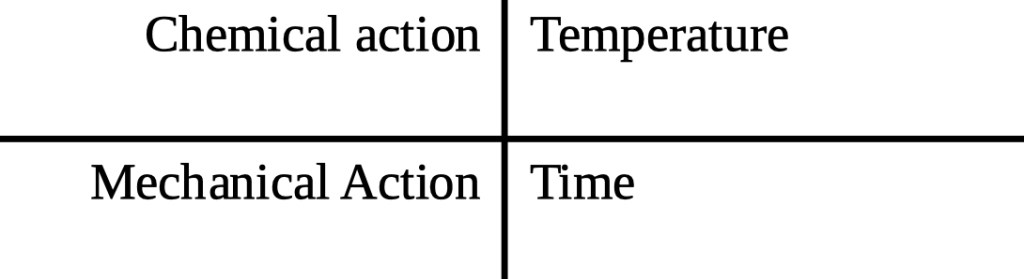
Different places where I have worked have had different protocols for the cleaning, but be aware that caustic cleaning is most effective at 50-80 C, needs to be recirculated for 15-20 min and should impact on your surfaces at > 1 m/s to guarantee turbulent flow. Why is there an upper limit you may wonder? That is to avoid baking your solids onto the heated surfaces. Here it’s worth mentioning the Sinner diagram:
You need all these factors to clean equipment, and if you reduce one (say chemical strength) you will need to increase one or more of the others (time, temperature or mechanical action). Once your vessel is free of soil you need to flush the caustic out as you definitely don’t want caustic in your beer. Simple phenolphthalein test papers work well to check the flush water.
With the base of your mash tun (below the plates) it is likely that you’ll not be able to use a spray ball system so you are probably looking at more mechanical action. Jumping into the vessel with a bucket and scourer or using a pressure washer! However this will probably only be necessary 2-4 times a year. This is a vessel entry, so again follow your local risk assessment. Actions should include, locking off any mechanical, chemical or heat inputs that you have and ventilating well.
Often a cold caustic cycle is all that is needed on the fermenter.
Cleaning fermenters – a cautionary tale
After you have transferred the beer from your fermenter there will be a high level of carbon dioxide with it. If you don’t already know, be aware that carbon dioxide reacts with caustic:
CO2(g)+ 2 NaOH(aq) → Na2CO3(aq) + H2O(l)
All of your CO2 gas will become a dissolved solid, result – a big drop in pressure. It is readily possible to collapse an FV because of the vacuum formed. The safe approach to manage this issue will depend on the size of the fermenter. Massive lager FV’s would need an air purge and CO2 monitoring. Smaller vessels can be managed by three x 10 second water sprays and leaving an inlet open during the initial caustic circulation. This worked fine on 5000 L FV’s with a 1 ½” being left open (and a short hose running to the drain). I have seen people leave the manways cracked open but this is dangerous in its own right as you’ll get hot caustic splashing into the work space – no thank you!
Inorganic soiling
In a small brewery you are most likely to see this in your hot liquor tank or in your casks. Here the aim is to solubilise the Ca / Mg salts with a suitable acid. The preferred option being phosphoric acid or a phosphoric / nitric mixture (NiPac B). This should be used at 1-4% and cold or warm, never above 50 C or it will fume. Again you’ll need a good water flush (see below) afterwards and this time litmus paper to check.
Biofilms
A less frequent task. If these are to be removed with CIP you would use your normal caustic solution (1-3%) but add to it some hydrogen peroxide (0.1-0.2%). However these often tend to build up in pipes where the flow rate is slow – such as the drain lines from your mash / lauter tun. Here the answer is mechanical effort! Sadly Murphy’s don’t sell elbow grease… I’ve had great success with a technique I used in the chemical industry called pigging. This is where an abrasive coated foam ‘pig’ is pushed down a line with air or liquid pressure. In the brew house a lower tech solution is required. Tie a foam scouring pad to a rope and pull through your lines until visual inspection shows them to be clean. The beauty, if there is one, with biofilm is that you can easily see it.
Sanitisation
Here there are a number of options, but a really good one is dilute peracetic acid. If used at 100-200 ppm it is not only an effective bactericide but will not need to be rinsed out of the vessel, simply drained. Another tip I learned is that most people can smell a dilute peracetic acid solution when it is above 75 ppm. So if you cannot smell it, either you have COVID or your solution is now too weak. Peracetic acid is another chemical you can buy readily from your local agricultural agent but again is something to be treated with respect as a concentrate and in accordance with your local risk assessment.
Flushing
Flush before you wash – that way the bulk of the soiling will be washed out and the potency of your cleaning chemicals will be preserved for multiple cycles.
Flush after you wash – Here you can work smart and save both time and water. Three ten second flushes will be a lot more effective than one 1-2 minute continuous spray down. The reason is all down to dilution (diluting by 90% three times (99.9%) is much better than diluting by 98% once). The pooling of liquor at the bottom of the vessel.
Need more advice?
If you buy your cleaning chemicals from a large supplier they are normally very happy to come and answer any of your questions. If you are a micro-brewery and this is not an option for you then contact me and I can help. Having worked in the chemical industry before I started brewing means I have a sound background in chemical safety and vessel cleaning methods.
There is a rather nice rural pub near to me that I know has its own 4 BBL brew kit. A chat with the GM in the autumn revealed that the kit hadn’t been run for quite a while because of the lack of an available brewer. When I conceived the idea of becoming a freelance locum brewer and beer designer this is one of the people I contacted to find if they wanted me come a breath life back into their nano brewery. They did, any they were not the only potential client…
Roll on a few months and I’d had some really fruitful conversations with the landlord and he was keen for his in-house ale to be made once again, traditional flavours in a golden beer. As with all my contracts I like where possible to start with a couple of hours of familiarisation with the last person to have run the kit. Whilst the unit operations of making beer on any small brew kit are almost identical, the foibles of each kit are often unique.
Having learned during my familiarisation session that this brew kit had not been run since 2018, I proposed that I should spend time recommissioning it. It had been left good and clean, but the last thing you want on your brew day is to find a leak, a faulty heating element or a pump that doesn’t work. Those things might be impossible to fix ‘on the hoof’. In this case I found two pumps which had seized due to swollen pump case seals. At this point, I need to say thanks to Dave at PBC who talked me through a simple fix which worked a treat.
Next on the list was to check the recipe which had been presented to me. There are a few design calculations that need to be correct for a beer to come out as you hope. As much fun as it is having a happy accident, getting the raw materials levels wrong on a brew is more likely to lead to something bland or unpleasant that a paradigm shift in craft beer design! All was good, so I recommended some suppliers and helped the landlord with the raw material order. That was a Friday, the following Thursday was brew day.
As the eagle eyed will have spotted the brew kit was a PBC / “Dave Porter” kit. Whilst their entry level kits are rather basic, I’ve been extremely pleased with the performance which I have coaxed out of the two that which I now regularly operate. The level of control is limited when compared to the 30 BBL which I used to run at Bowland but with some forethought it’s not hard to get excellent and consistent results. One of my tricks is to mash-in ‘in three thirds’. This allows me to quickly and easily make any corrections to my calculated strike temperature and allows me to use a single HLT set point for both mashing and sparging. My mash temperatures are always within +/- 0.5 C of plan, a performance equal to the use of pre-masher on a much larger kit. Extraction yields have always been around 99% too, so nothing to complain about there either.
When it came to running off the wort I had a new toy to play with. This was a first time I’d seen a Valentine Arm in the flesh, but what a nice addition it was. The subtly by which I could adjust the flow rate of wort out into the under back was fabulous. It was so much better that the ubiquitous butterfly valve you find on almost all mash tun outlets.
Now I have wort coming up to the boil in the copper and it gives me a chance to pass on another tip for getting the best out of a small brew kit. As with any vessel you want to boil in, the working capacity is only ever around 80% of the total capacity. However, even with this precaution in place it is so much easier to boil-over a 500 L rather than a 5000 L copper. But one thing you can do is to take advantage of a little discussed feature of hops, that the lipids within them act as a natural anti-foam. Even if your beer design is aiming to add most of the hops at flameout, if you add just 5% of the bittering potential up front you can greatly minimise the foam formed by the initial protein precipitation of the boil making it easier to control the initial boil at a maximised capacity.
The rest of the day proceeded to plan and by the next morning there was pleasing krausen on top of the fermenter so I just needed to leave the yeast to do its job. In my experience, fermentation is slower in flat bottomed FV’s than cylindroconicals. Given that dry hop extraction is also better in the latter, I can only assume this is down to better mixing.
Five days later we were at 1010 and it was time for a diacetyl test. I find any beers which contain chocolate malt or Crystal 150 need a diacetyl rest and this beer was no different. Another two days and all was well and it was time to charge the auxiliary finings and cool. That brought me to the weekend, so I racked out on the Monday. And a week after that, my client was able to serve his own ‘in house’ beer after a gap of four years. Depending on how quickly it sells I can see there is scope to increase the batch size next time, but clearly this needs to be a good match for what can be sold over the eight weeks post racking. More exciting still is their enthusiasm for me to work with them on a new beer design, something pale and tasty for the summer months.
What a satisfying fortnight that was. It is always great to be able to work in an enthusiasm small team and to know that I can make a significant contribution to projects such as this, bringing a breadth of brewing experience, process plant understanding and IBD technical knowledge to bear. That’s why I love micro-brewing. Do you want to install a brew kit into your pub but don’t know how you would staff something that isn’t planned to run every week of the month? Would you like someone to check over a beer design or help you with your water chemistry? Just give me a call and let’s explore how I might help.
Understanding and controlling the water chemistry of your brewing liquor is essential to making excellent beer at high yields.
Step back 150 years and the reason why some water sources gave better beer at better yields was simply not understood. Certain cities became famous for the beers which worked out best with their water. Through a process of trial and error, brewers worked out which beer styles best suited the water they had available to them. London was noted for its’ Porter, Burton-on-Trent for pale hoppy beers (in those days meaning bitter rather than rich with hop oils), Dublin for Stout, Pilsen and Budweis for pale lagers and so on. In was only in 1850’s that a Dr Sheridan Muspratt speculated that the gypsum in Burton well water is what made it special. We had to wait until the early 20th century before the full picture emerged and showed the importance of Calcium (Ca2+), Magnesium (Mg2+), carbonate (CO32-) sulphate (SO42-) and chloride (Cl–) ions across multiple stages of the brewing process.
Some people think of water chemistry as too complicated and simply ignore it, but that approach means that both the brewer and the drinker miss out on a wide range of benefits from designing their brewing liquor composition correctly. So what are the main benefits?
The pH in the mash is critical* and this is influenced by the alkalinity of the water which is increased by carbonate, but reduced by Ca2+ and Mg2+ ions {via the precipitation of Ca / Mg phosphate salts resulting in the release ofhydrogen ions (H+)}
*In the mash you are using the power of enzymes such as α and β amylase to break down the barley starch into sugars. Enzymes are very sensitive to their environment, they work best within tight pH, temperature and reagent concentration windows.
α-amylase is stabilised by calcium ions, and thus more long lived and effective when they are present at a sufficient concentration.
Together this means that you will get a better extract yield with the correct calcium concentration in your brewing liquor. Darker beers need more calcium to compensate for their lower enzyme level too.
Yeast health and flocculation is aided by calcium ions.
We now know that it is not simply sulphate, but the sulphate to chloride ratio which is important in beer. This impacts which aspects of the beer are most prominent to the palate of the drinker. They are perhaps best thought of as seasoning. A high sulphate:chloride ratio (say 3:1) will express the bitterness where as a low sulphate:chloride ratio (say 1:2) will bring out the malty flavours.
The great news is, now that we understand the impact of water chemistry, we should be able to brew excellent beers of almost any style anywhere in the world simply by adding or removing the desired ions from the water to meet our needs. So now know the most significant benefits, what are we going to control and how are we going to do it?
Step 1 – understand the composition of your incoming water.
The best option is to have your water analysed for its “mineral” (dissolved ionic salts) composition. If you are using spring or well water this will be your only option. If you are buying a significant amount of brewing products from Murphy’s & Sons they will happily analyse your incoming water once a year for free. If not they offer this as a paid service for around £30. A very worthwhile investment.
If you are using mains / municipal water, another option is to search for the website of your local water company, most of them publish the ‘average composition’ of the water they provide by postcode. Expect water from rainwater catchment to be low in Ca and other dissolved salts, but ground water to be rather higher because of the salts dissolved from the rocks it has passed through.
Look out for elevated levels of Fe (> 0.5 ppm), Cu ( > 0.5 ppm), Mn (> 0.1 ppm) or nitrate (> 10 ppm) in your water too. If they are above these levels they will cause you flavour issues from day one, reduce your shelf life and impact your yeast health. If present at elevated, you will need to install an ion exchange column or related technology to reduce their level/s.
Step 2 – decide your ideal calcium, sulphate and chloride levels for the beer style
Style
[Ca] / ppm
Alkalinity
(as ppm CaCO3)
[SO42-]
[Cl–]
SO4:Cl
Pale lager
50-75
0-40
0-150
50-100
1:1
Pale Ale
50-100
0-80
50-150
50-100
2:1
Amber Ale
50-150
80-200
50-150
50-150
1:1
Stout
50-75
80-160
50-150
50-150
1:2
They are quoted as ranges because (i) you usually have to work within the constraints of your raw water, which will already contain some of these ions, and (ii) you may need also to reduce the alkalinity of the water by the addition of calcium sulphate / chloride (see step 3). In most cases it would be impossible to hit precise values for all these aspects; fortunately experience shows that it is not necessary to be that precise.
Step 3 – calculate the total and residual alkalinity of your water.
Look for the ‘total alkalinity’ TA value (quoted as ppm CaCO3), Ca and Mg levels in your water report. From these you can calculate the residual alkalinity RA you would expect in your mash.
RA = TA – ([Ca in ppm] / 1.4) – ([Mg in ppm] / 1.7)
Using this equation, check whether, with your first approximation of your planned calcium level, whether your RA will fall into range. If not, will it come in range if you increase the Ca level to near the top of the desired window? If the answer is still no, which is likely to be the case if you are making a Stout with soft water for example, then you will need to add some sodium bicarbonate (NaHCO3) to increase the alkalinity without changing the calcium level. Experimental studies show that for every 10 ppm you want to increase the TA (in ppm CaCO3 equivalent) you need to add 17 ppm NaHCO3.
Step 4 – calculate the ratio of CaSO4 to CaCl2 you need to use.
The calcium that you add can be in the form of the sulphate or the chloride. Brewing textbooks will take you into the unique realm of milli-equivalents. But since I was a chemist before I was a brewer I’d suggest it’s easier just to look at the mass of each anion (sulphate or chloride) you want to use and calculate how much calcium this contributes. If you build a simple spreadsheet based on the following compositions / assays of the brewing salts it is quick and simple to adjust the levels iteratively until you get both your SO4:Cl ratio and [Ca] into range.
Salt
[Metal ion] / % w/w
[Anion] / % w/w
CaCl2.1.84H2O§
28.3
48.7
CaSO4 (gypsum)
29.5
70.5
MgCl2.6H2O§
12.0
34.9
MgSO4 (Epsom salts)
12.0
47.2
NaCl
39.3
60.7
§Commercially available chloride salts are hydrates, they contain a small amount of water chemically bound within the structure. 77% CaCl2 is the hydrate shown above. For simplicity in the main text I have not included the waters of crystallisation in the formulae.
I have included sodium chloride (NaCl) and the two magnesium (Mg) salts here too. If you have water which is already naturally high in calcium, it may not be possible to balance the SO4:Cl ratio without exceeding the desired total calcium level. In such cases you can add the required anion as the magnesium or sodium salt thus leaving the calcium level unchanged. Do note though that you should not exceed 100 ppm Na (starts to taste salty) or 15 ppm Mg (becomes a laxative!) if you do need to use these.
Worked example
We want to make a hop forward blonde ale…
Step 1 – find out the quality of the raw water
We get the following analysis back on the quality of our incoming mains water:
Component
Concentration
Alkalinity (TA)
140 ppm as CaCO3
Ca
80 ppm
Mg
3.2 ppm
Na
10.6 ppm
SO4
120 ppm
Cl
23 ppm
Step 2 – decide the ideal water profile for what we are making
For a hop forward blonde ale we would ideally required:
Component
Concentration
Alkalinity (RA)
50-100 ppm as CaCO3
Ca
50-100 ppm
SO4
50 -150 ppm
Cl
0-100 ppm
SO4:Cl
2:1
Since we want to make a hop forward style we will malt to suppress the malt flavours to showcase the hops so we would look for a high SO4:Cl ratio, let’s assume we aim for 2:1. Also let’s clarify here, this is the ratio of the weight of sulphate to the weight of chloride, it’s as simple as that (no reason to be thinking about moles or milli-equivalents)
Step 3 – Calculate the residual alkalinity (RA) at the desired [Ca]
The calcium level in our water is already within the desired range, so we would calculate the RA based on the raw water itself.
RA = TA – ([Ca in ppm] / 1.4) – ([Mg in ppm] / 1.7)
RA = 140 – (80 / 1.4) – (3.2 / 1.7)
RA = 79.7 ppm as CaCO3
This too falls within our target range.
Step 4 – calculate the ratio of CaSO4 to CaCl2 you need to use.
The level of sulphate in our water is already high but the chloride low, the ratio of SO4:Cl being 5.2:1. Thus we are going to need to add a chloride salt to reduce this ratio. We have two options, we could add CaCl2 to get our 2:1 ratio but the resultant [Ca] would then be 101 ppm and the new RA = 66 ppm as CaCO3. The Ca level would be only just outside the desired range so that would probably be acceptable. Another option would be to add the chloride as NaCl which would leave the [Ca] and RA unchanged. Let us look at how we calculate this addition.
Desired [Cl] = 60 ppm
Current chloride conc. = 23 ppm
Need to increase [Cl] by 60 – 23 = 37 ppm
Using the table above we note that NaCl is 60.7% Cl so the additional [NaCl] required to achieve this is:
37 ppm / 60.7% = 61 ppm NaCl
Finally let’s check that this does not take the total [Na] above 100 ppm.
Na contribution from 61 ppm NaCl
= 61 x 39.3% Na
= 24.0 ppm Na
Total [Na] = contribution from raw water plus contribution from added NaCl
= 10.6 + 24.0 = 34.6 ppm.
So we have our answer, because we already have a gypsum rich water supply we need only add 24 ppm, or 24 mg per litre, of NaCl to get the ideal brewing liquor for our blonde ale.
If you would like more help with water chemistry, contact me and we can look at it together.






 When it came to running off the wort I had a new toy to play with. This was a first time I’d seen a Valentine Arm in the flesh, but what a nice addition it was. The subtly by which I could adjust the flow rate of wort out into the under back was fabulous. It was so much better that the ubiquitous butterfly valve you find on almost all mash tun outlets.
When it came to running off the wort I had a new toy to play with. This was a first time I’d seen a Valentine Arm in the flesh, but what a nice addition it was. The subtly by which I could adjust the flow rate of wort out into the under back was fabulous. It was so much better that the ubiquitous butterfly valve you find on almost all mash tun outlets. Five days later we were at 1010 and it was time for a
Five days later we were at 1010 and it was time for a 
